

Book Review - the Sources of Increased Efficiency
A major goal of this newsletter is to understand at a fundamental level how a production process improves, in the hope that this will make it clear how to improve construction productivity and lower construction costs. We’ve previously looked at the Ford and Toyota systems of production, to try to understand what they did and how they improved on what came before, and we’ve looked at the research behind learning curves to try and understand more generically what an improving process looks like.
One challenge with these sorts of investigations is that there’s almost never as much detail as you wish there was. Descriptions of the Toyota Production System describe how it works, and what types of improvements can be implemented, but we don’t (as far as I’m aware) have an exact description of what Toyota did, when they did it, and what the effects were. We can do a little better with the early days of Ford, which has lots of publicly available cost and production volume information, as well as specific descriptions of their plants and machines, but there’s still a huge number of gaps to be filled in.
“The Sources of Increased Efficiency” is different.
The author, Samuel Hollander, provides extremely detailed information on the operations of several DuPont rayon plants, from when they were built in the 1920s and 30s until when they were shut down in the late 1950s (the fact that it’s discussing plants that are now closed is probably why it was possible to do this study at all). Not only does the book include extremely granular cost data (year-by-year costs of production, broken down by materials, labor, overhead, etc.) but it also includes a timeline of exactly what changes were implemented in the production process, when they were implemented, and what their impacts were. It’s simultaneously the most boring book possible (endless data and descriptions about now-defunct rayon manufacturing operations) and a fascinating inside view of manufacturing operations that outsiders (and probably most insiders) almost never see.
The rayon manufacturing process
This is not a rayon manufacturing substack (for that, please check out my Rayon Manufacturing Substack), so we’ll just give a brief description of the rayon production process.

Rayon starts life as sheets of cellulose, which in turn is made from things like cotton or wood pulp. The sheets arrive at the plant and are then soaked in caustic soda, ground into small chunks, and placed into aging tanks with various other chemicals to form a “viscose solution”.
This viscose solution is then mixed, filtered, and fed through a “spinning machine”, which extrudes a thin filament of viscose through an acid “spinning bath”. Multiple fibers are woven together to create rayon yarn.
Once the fiber is produced, the rayon (called a “cake” of fiber at this stage) goes through several post-spinning operations, which vary depending on the specific product and the specific production method: washing, bleaching, purifying, and wrapping into skeins or cones for sale.
A given plant might have 100 or more spinning machines, with each machine having 100 or more filament nozzles. Plant output is measured in pounds of rayon, and a plant can produce millions of pounds of rayon a year; cost is measured in cents per pound. A plant’s output is a function of the thickness of the thread (thicker yarn = more pounds of output) and the speed of the spinning machines.
The plants and their improvements
The book describes the improvements that occurred at 5 different DuPont rayon factories:
Old Hickory (produced textile yarn from 1925 to 1960)
Spruance I (produced textile yarn from 1929 to 1952)
Spruance II (produced textile yarn from 1935 to 1954)
Spruance II-A (produced tire-cord yarn from 1943 to 1955)
Spruance III (produced tire-cord yarn from 1936 to 1957)
Below is a graph showing how the (variable) costs of manufacturing changed over time:
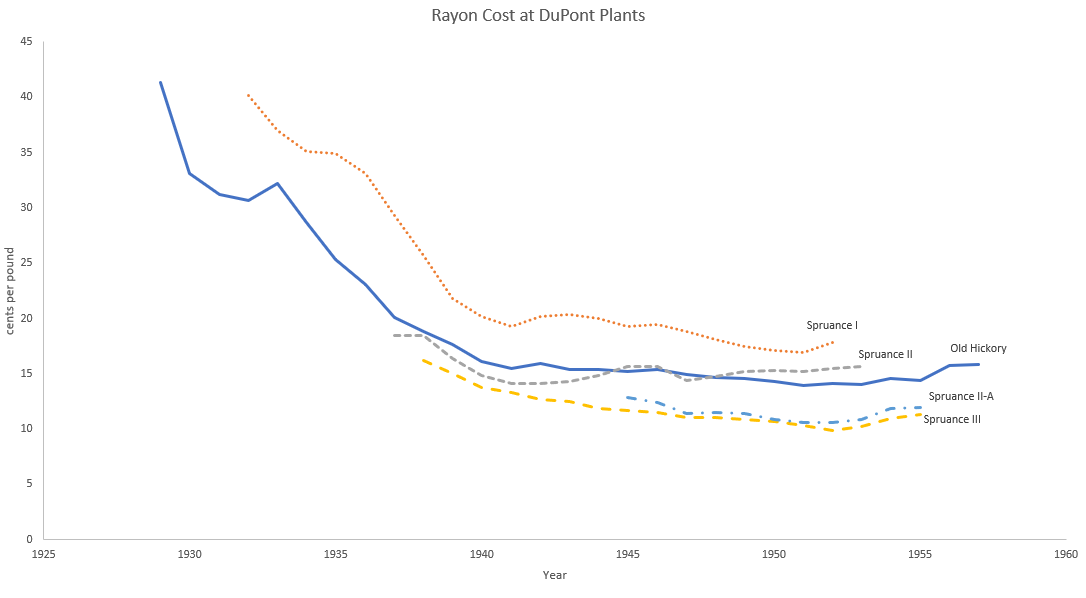
We see that all the plants were able to substantially reduce their costs, especially the earliest constructed plants. Old Hickory and Spruance I were able to reduce their variable costs by 66% and 57% between when they were constructed and 1951 (after 1951, increasing wages and material costs made continuing cost reduction harder). The later-built plants show less of a reduction (partially due to them incorporating the updated processes of the earlier plants), but the gains were still substantial - 23% for Spruance II, 17% for Spruance II-A, and 38% for Spruance II. Most of these reductions are even higher once fixed costs are accounted for.
For the early plants, we see most of the reduction occurring in the first 10-15 years of operation. This is likely at least partly due to the onset of WWII - during the war labor quality dropped for the textile plants, as key employees were moved to war-critical efforts. This wasn’t the case for the tire-cord factories, likely due to the importance of rayon tires to the war effort (the Spruance II-A factory was actually an emergency wartime conversion of part of the Spruance II factory to produce tire cord.)
All the plants show an uptick in costs near the end of their lives, likely due to a decrease in production volume.

If we look at cost in terms of cumulative production volume, we see our old friend the learning curve. Some plants (Spruance II-A and Spruance III) show an almost eerily straight learning curve, while the others show a few bumps. My guess is that the bumps are due to substantial changes in the process that occurred - Old Hickory and Spruance I implemented major changes to parts of their process in the mid-1930s, and Spruance II underwent a significant plant expansion/conversion during its early years (though Spruance III and II-A were able to implement major process changes that did not seem to be as disruptive). As is typical with learning curves, the learning rate varies significantly between the plants, despite the fact that they’re all producing similar products and all owned by the same company.
Types of improvements
So, we have several plants, all of which were able to substantially reduce their costs in a somewhat learning-curve-like fashion. But how did these reductions happen? What exactly was improving? Hollander breaks it down.

For every plant except Spruance II, nearly all the cost reductions were due to technical changes - changes to the plant or the process to make it more efficient. Technical changes encompass any sort of change to the production process, and include physical things like improved equipment and new materials, as well as “managerial things” like changes to labor organization.
Technical change contrasts with pure scaling effects, where efficiency is improved by adding plant capacity (say, increasing the number of spinning machines) without any change to the underlying process. Outside of Spruance II, very little cost reduction came from pure scaling effects.
Hollander classifies technical changes as either major (a substantial change to a process that was difficult to implement) or minor (a relatively simple change to implement). Minor changes were things like applying a finish to the yarn that eliminated the need to oil machines, adding forklifts and conveyor belts, and changing to teflon-coated components which reduced the labor required for certain operations. Major changes were things like changing the process to allow yarn to be processed without needing to be washed and then wrapped into skeins first (eliminating several production steps). Major changes were generally long-running projects by various company R&D groups, whereas minor changes were often suggested and implemented directly by plant staff.
For most of the plants, most of the cost reductions were due to minor technical changes - relatively small tweaks to existing processes rather than completely new processes (in fact, because it wasn’t always possible to track every minor improvement, it’s likely that these numbers underestimate the importance of minor changes).
Many of these improvements centered around replacing some batch process with a continuous process - for instance, in some plants cellulose sheet shredding was originally done with batch shredders, but these were later replaced with machines that could shred sheets continuously. Removing large batch processes (along with their associated inventories and the variability that they inject into a production process) is also an important tool in the toolbox of various Lean improvement strategies.
Other improvements centered around cutting steps out of the process, and generally simplifying operations. For instance, the book goes to great lengths to describe the development of the “cake to cone process”, which allowed the yarn to be processed without needing to be washed and wrapped into skeins first, eliminating several production steps.
There were also improvements based on more efficient material use. Rayon production requires a lot of chemicals, and over time equipment was installed to recover and reuse the previously used chemicals, reducing material costs.
Even though increased scale generally wasn’t directly responsible for cost reductions, it was often indirectly responsible. Many of the process improvements reduced costs by allowing for higher volumes of production on the same equipment - things like faster motors for the spinning machines, or equipment changes that would allow a heavier grade of yarn to be produced. Because rayon has very high fixed costs of production, increasing output without needing to expand the plant was a significant driver of cost reduction.
In a similar vein, there was also a trend of increasing the size of the “cakes” of rayon produced, which reduced labor costs (since it required the same amount of labor to move a 2 pound or a 4 pound cake of rayon).
Cost-saving improvements mostly required investment to implement, and large improvements tended to require large investments (though the relationship here was weak). But very little of the investment was in the form of new equipment (the exception being equipment added to recover and reuse waste material). Most of it was instead in the form of replacement for existing equipment (better motors, etc.), often for things that wore out and thus needed to be replaced regularly anyway.
Broader lessons
So, we see that most of the process improvements were due to small technical tweaks, often suggested and implemented by plant staff at relatively low cost, rather than substantial and expensive process changes. Are there any other applicable lessons?
One important takeaway is that cost improvements are often bound directly up in other product or plant characteristics, in a way that’s difficult to untangle.
For instance, consider the cake to cone process, which eliminated several intermediate processing steps. This was a cost improving measure, since the removal of these steps reduced the labor and equipment required for the process. But it was also a quality improving measure - the new process resulted in better mechanical properties of the yarn, as well as making the dyeing process easier.
Or consider improvements that made it possible to produce thicker, heavier yarn. This increased plant output (since production was measured in pounds of yarn), reducing cost indirectly. But it also reduced cost directly, since the thicker yarn broke less often, and so required fewer repairs (which were laborious to perform). And because there were fewer breaks, the resulting yarn was also higher quality.
Another example was the replacement of manual washing of rayon with a mechanized washing process. This reduced cost, improved quality, and also made the work environment safer (since workers no longer needed to handle acid-covered yarn).
Many improvements were like this, with process changes having multiple different effects.
We also see that cost improvements were closely coupled to the nature of the product itself. Often implementing an improvement required changing the form of the final product, and so depended on what the customer would accept. The cake-to-cone process could only be implemented if customers were willing to accept yarn in cone form. Other times, improvements originally aimed at cost reduction allowed entirely new products to be created. The use of rayon for tire cord was the result of efforts to improve the process to allow for increasingly thick yarn.
In a similar vein, improvements generally required the close interaction of many different groups. Process improvements were often suggested by the plant staff, but this frequently required consultation with the engineering department to help work out how to implement them. The development of improved equipment and machinery often involved several rounds of back and forth with the equipment manufacturer (ideas for new equipment would be suggested, and then feedback provided to the manufacturer after it arrived, often resulting in further changes). Large-scale process changes were often developed by the R&D group, but this development tended to require close collaboration with plant staff. It was hard to improve a process in isolation, without the collaboration of everyone involved.
Another important takeaway is the importance of quality materials. As the quality of input cellulose improved, it allowed the substitution of cheaper wood pulp for more expensive cotton-based cellulose, and it also increased the yield of the overall process, both of which reduced costs. In many cases material quality directly influenced the quality of the final product.
Also, even though most of the cost improvements were due to small technical changes, this doesn’t mean that major changes are unimportant. The introduction of a major process change might have little impact on its own, but it seemed to enable a long stream of minor improvements to the updated process (we can see this at Old Hickory and Spruance I, where there’s a “bump” at the point of major process change followed by a rate of cost reduction much steeper than the previous rate). Without major changes, the supply of possible improvements eventually seems to “run out”, and the later-constructed plants (which were often built incorporating the improvements of the earlier plants) showed lower rates of cost reduction. The converse of this is that older plants could often achieve costs nearly as low as later-built, more efficient plants.
Modern relevance
The process improvements described in the book are coming up on a century old - is this sort of optimization still relevant? I think so.
We see, for instance, many of these improvement strategies mirrored in the Toyota Production system - the importance of worker input and expertise on process improvement, the close coupling of quality and cost reduction, the emphasis on flow-based processes instead of batch processes, and even the idea of continuously improving a process (and of course, the Toyota Production System itself was based on the ideas developed by Ford for the Highland Park and Rouge plants).
Or consider Elon Musk’s rules for improving a manufacturing process:
Make the requirements less dumb
Try to delete part of the process
Simplify or optimize
Accelerate cycle time
Automate
We see all these mirrored in the rayon plant improvements as well (even automation, if you interpret that to include things like mechanization). So it seems like most of these concepts remain relevant.
Relevance to construction
So what, if any, are the lessons for construction?
One important takeaway is the importance of operationally stability as a vehicle for improving a process. With a stable operation, it’s often possible to get significant improvements over time, often with relatively little investment, with a series of small tweaks, adjustments, and optimizations. But disrupting this stability makes improvement more difficult - we saw (both here and with learning curves) that substantial disruption to the process - a new process, changes to personnel, a plant expansion - disrupted this cycle of improvement.
At the same time, we see that it’s possible for a newly started operation to incorporate improvements from previous operations - the later-constructed rayon plants were as or more efficient than earlier plants. This suggests it’s possible for improvements to transfer between construction projects. But there are reasons to think this should be harder in construction. For one, the construction process is much less machine and equipment-based, meaning you can’t encode the knowledge of a process into a machine to the same degree DuPont could. And the rayon plants also had the benefit of continuity of operations - the old plants were still running while the new ones were being designed, built, and run, and all the webs of process knowledge and difficult-to-communicate expertise were still intact [0].
This dovetails with the importance of having close collaboration between everyone involved in a process.
This suggests that construction processes could be improved by having closer collaboration between trades both in the short term (more coordination on specific projects) and long-term (working with the same groups from project to project), especially with the people who will actually be performing the work.
But another takeaway is that it will likely be difficult to wring substantial productivity improvements out of many existing construction practices.
The basic process for how a building goes together (particularly residential construction) has changed relatively little in decades, and most innovations tend to be evolutionary improvements rather than radically new systems. But without fundamental changes to the underlying process, the stream of possible efficiency improvements tends to get exhausted. This is also suggested by the research on learning curves, where it takes greater and greater output to achieve the same levels of improvement. So it’s possible most of the easy improvements to current construction processes have already been found (even though the current process is structured to make finding them difficult), simply because the basic process has been unchanged for so long.
In some ways construction processes are structured in precisely the opposite way they should be - efficiency gains and productivity improvement seems to require stable operations with a steady stream of new technology, but construction has stable underlying technology with constantly changing operations.
Conclusion
In the 1930s, 40s, and 50s, several DuPont rayon plants were able to steadily improve their processes and reduce their costs, in many cases substantially. These improvements largely took the form of a series of small technical changes and tweaks to the existing process, which were often relatively inexpensive to implement. Substantial changes to the process or personnel tended to disrupt this cycle of improvement (though the small technical changes tended to require more significant process changes to enable them), similar to what we see with other industrial learning curves. This suggests that a major challenge in improving construction productivity isn’t necessarily the difficulty in mechanization or automation, but in the lack of stability in the overall operations, and the excessive stability in building systems and technology.
These posts will always remain free, but if you find this work valuable, I encourage you to become a paid subscriber. As a paid subscriber, you’ll help support this work and also gain access to a members-only slack channel.
Construction Physics is produced in partnership with the Institute for Progress, a Washington, DC-based think tank. You can learn more about their work by visiting their website.
You can also contact me on Twitter, LinkedIn, or by email: briancpotter@gmail.com
[0] - This is still an achievement - I’ve been involved in manufacturing operations that failed to transfer process knowledge between locations.
I worked in a kraft pulp mill for 4 months as a chemist in the technical office back around 1980. Since then, I have kept somewhat up on the industry. The story of kraft pulp production seems to closely mimic that of rayon. Lots of minor tweaks (often related to improving energy efficiency and reducing chemical inputs and pollutant outputs while improving or at least not hurting product yield and quality) and a few major process changes...
[I am now a chemistry professor whose research and teaching includes polymers such a cellulose from wood pulp and rayon from cellulose. ]
I wonder if there's more to the "plant staff" aspect of this. Do construction crews have the same ability to impact work?