

Logistics, Production Volume, and Industrialized Building
In general, when manufacturing something, the larger your production volume, the greater your efficiency and the lower your costs per unit.
There’s a few reasons for this. Large production volumes let you spread your fixed costs (equipment, administration, etc.) over a larger number of units. They can justify higher capital expenditures, such as more expensive but more efficient machinery. They allow for greater specialization (Adam Smith’s pin factory was a model of efficiency, but required a separate worker for each job). Larger volumes means greater discounts when purchasing materials or negotiating with suppliers. And the more you produce, the more you learn about how to produce efficiently, a phenomenon known as Wright’s Law.
See, for instance, the price of a Ford Model T as production ramped up:

But there are tradeoffs associated with high volume, low cost production. Manufacturing at lower volumes means your production is less efficient, but it allows you to be competitive on other dimensions, such as product variety, or responsiveness to customer demand. High volume production can’t easily be retooled for other offerings, as we’ve seen with automakers and electric cars.
Different industries, and different businesses within the same industry, will compete at different points along this spectrum. A 1999 study of bike manufacturers found that they clustered into low-cost, mass production in overseas factories, or higher cost local production that offered greater product variety and was more responsive to customer desires. If you’re buying a new suit, you can buy a mass-produced one off the rack, or get one custom made at a local tailor.
Product Value Density
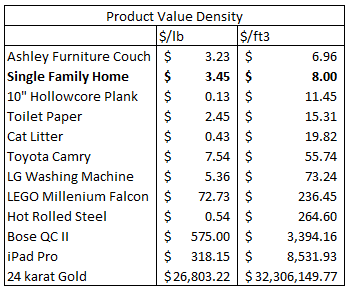
Sometimes the structure of the product or industry means that only certain positions on the spectrum are viable. One of these traits is product value density, which is the ratio of a product’s cost to its weight or volume. Light, expensive items like consumer electronics have a high product value density, whereas cheap, bulky items like building materials have a low product value density.
The lower the density, the greater the relative fraction logistics costs (transportation, storage, etc.) are of overall cost. A shipping container costs the same to move across the pacific whether it’s carrying 8000 dollars worth of wood or 8,000,0000 dollars worth of iPhones [1]. The greater the fraction of logistics costs, the more production will be distributed to minimize them. So items with a low product value density - cheap, heavy, bulky items - will tend to be manufactured closer to their point of consumption. Much of US manufacturing consists of building products like this.
A few examples:
Paper goods and cat litter manufacturing are spread throughout the US.
Wind turbine blade manufacturing is highly distributed.
Furniture, especially upholstered furniture is often made in the US despite our high labor costs and it’s relatively low price.
Metal buildings are built all over the US, as are manufactured homes.
Appliances are often built locally, with foreign firms opening up local manufacturing locations.
Air conditioners are still largely made in the US or Mexico, as are commercial laundry machines.
Lumber tends to be used regionally near where it’s harvested- Southern Pine in the southeast US, Douglas Fir in the west.
Toyota and other car manufacturers have factories around the world.

Some industries are structured to give you an idea of the contours of this cost landscape. Consider furniture: case goods and wooden furniture (tables, chairs, etc.), are almost entirely made overseas, in China and increasingly Vietnam. There, manufacturing follows the pool of low-cost labor. But upholstered furniture, which uses a great deal of cheap, bulky foam (low product-value density), has been more resistant to this - major manufacturers like La-Z-Boy have several factories here. And things like kitchen cabinets are almost entirely domestically produced.

On the other hand, items with a high product value density tend to have more centralized manufacturing:
iPhones are sold around the world, but are mainly manufactured in China [2].
50% of the world’s hard drive production was brought offline in 2011 when Thailand experienced catastrophic flooding.
Over 70% of semiconductor manufacturing was once done in Taiwan.
Software, with effectively infinite product value density, is highly concentrated in the Bay Area.
ETA, by far the largest manufacturer of mechanical watch movements, manufactures most of them in a town in Switzerland. Most of the rest of Swatch factories are in Switzerland as well.
Dafen Village once produced 60% of the world’s oil paintings.
Not only does high value density allow for more centralized manufacturing, but if your components are high value density as well, you can source them from farther away.
Distributed production, on the other hand, results in lower manufacturing volumes, which means lower manufacturing efficiency if you’re below the minimum efficient scale of production.
Building Prefabrication and Logistics Costs
This is one reason building production looks like it does - buildings have low product-value density, and the logistics costs for transporting a fully assembled building are enormous [3].
For starters, buildings are big. A one story, 1600 square foot house might be a square 40 feet on a side. For unrestricted road travel, a load cannot exceed 8’-6” in width, and a standard semi-trailer is 53’ long. A single family house is 5 semi trailers worth of square footage, which means that even a high level of prefabrication is likely to require a significant amount of site assembly, and thus cost.
Other transport methods have similar restrictions. A shipping container is a similar size; 8’-0” wide x 40 feet long (though lengths vary from 10 feet to 53 feet). A train boxcar is bigger, but not by much: up to 9’-6” wide, and 50 feet long (though lengths vary), and likely won’t connect directly to your building site.
Even if you somehow get your house to the site in a single piece (no easy feat), there are still be significant site costs. Permitting, grading, setting foundations, etc. can be up to 20% of overall construction costs, and aren’t easily addressed by any sort of mass-production method.
To some extent you can trade transportation and site costs off against each other. The Lustron house was able to ship all the components for a 1000 square foot house on a single truck, at the cost of much higher site assembly costs.

You can also trade off in the other direction, and limit your site assembly costs by exceeding the 8’-6” transportation width. This is what manufactured homes do - modules can run up to 13’-6” wide or more, which allows a 1900 square foot home to be assembled using just 2 trucks. But this also comes at a cost. Exceeding 8’-6” often means follow cars, special permits, special route planning, and navigating laws that vary from state to state.
Regardless of what poison you pick, large building components have low product value density, and are virtually never economical to ship farther than a single day's driving distance - roughly 400 miles or so [4]. We see this over and over again. Of the 22 building systems listed as part of HUDs 1960s advanced housing project “Operation Breakthrough”, 17 list a cost effective delivery radius of 500 miles or less. Similar restrictions exist for precast concrete, or prefab wood trusses, or steel joists, which have dozens of plants all over the country.
Even higher value products like metal buildings show distributed production - Nucor, a large vertically integrated company, has 4 different metal building factories to serve different markets. Morton Buildings has 6.
Manufactured home supply chains are structured like this as well, with small-capacity plants all over the country, to be within a day's drive of potential customers. Factories are sized based on the size of the market within that distance. Modular or manufactured home builders may just build a few homes a week, far below any sort of mass production levels or economies of scale.
Because of this, despite being ‘factory produced’ the actual production process is often very similar to site-built construction. There’s simply not the production volumes that would justify expensive manufacturing equipment, assembly lines, or automation. Facilities that purchase them anyway in anticipation of future production volumes generally find themselves unable to compete on cost, and are either forced to close or scale back their operations. And thus we see little to no cost savings from prefabrication.
Building production, for either prefabricated buildings or high level components thus remains highly distributed, and low volume. Building construction exists at the extreme end of the manufacturing volume-efficiency trade off, which results in them competing entirely on things like customization and customer-responsiveness. So we see near-uniform adoption of a business model structured around custom, one-off buildings designed specifically for the customer.
Shifting the Tradeoff
This newsletter is about, among other things, ways of lowering construction costs. Moving to a different point on the volume-efficiency spectrum is one way of doing that. Ford’s production-model cars are 20 times cheaper than their custom-built prototype units. So how do we get there?
There have been various attempts at industrialized building that would reach much higher production volumes. In 1948, Lustron built a factory capable of producing 400 homes a day, over 140,000 a year. In the late 60s, Stirling Homex had a factory capable of producing 450 homes a week, over 20,000 a year. After WWII, Britain produced a wide variety of prefab homes by the thousands, including 54,500 AIROHs, aluminum houses built in repurposed aircraft factories. But none of these efforts were ultimately successful. Lloyd Alter talks frequently about this cycle, where high capacity modular factories are unable to weather market downturns and shut down.
David Wallance thinks we should shift to designing buildings out of standard, shipping-container sized modules that could be mass produced. It’s a compelling idea. But it doesn’t seem to have worked for Toyota. And it doesn’t address the limitations caused by a low product-value density.
Lowered logistics costs seem like a potential path forward. Lower your transportation costs by a factor of 10, and you increase your feasible transportation distance, allowing more centralization. Will self-driving, electric trucks change this cost calculus? Self-driving could theoretically shift the one day driving radius, which is often caused by a cost cliff that’s a result of limitations on how long a trucker can drive in a single day.
Barring that, there’s always the possibility that sufficiently advanced manufacturing technology could break the relationship between production volume and efficiency, allowing things to be economically fabricated anywhere.
[1] Though the iPhone shipment will likely cost much more to insure.
[2] This is another compelling reason for iPhone to be built in China - the iPhone’s insanely high product value density means that manufacturing would likely be centralized somewhere, so that might as well be the place that buys the most iPhones.
[3] Costs for the single family home exclude the foundations, which would drop both it’s cost per pound AND it’s cost per cubic foot.
[4] Boxabl tries to dodge this in a different way, via folding housing units. A folding house can theoretically decrease the volume of empty space it shifts, thus increasing it’s product value density. It remains to be seen whether the gains from this can offset the additional cost from the folding system.
Great piece Brian, I'm a fan of this series
Nice article. Ocean shipping has the lowest cost per lb or ft3. Following your theory, construction module producers and consumers are better located in port cities. Are there attempts to have a gigafactory of building modules in a port city to supply building modules to port cities all over the world?