

How the US Built 5,000 Ships in WWII
Among the most impressive manufacturing achievements of the US during WWII was the number of ships it produced. Prior to the war, the American shipbuilding industry had been moribund. Shipyards had been busy during and immediately following WWI, but the huge flood of wartime ships greatly reduced demand for new ones, and American shipyards didn’t produce a single oceangoing hull between 1922 and 1928. The onset of the Great Depression only made things worse, and by 1935 annual tonnage produced by US commercial shipbuilders had fallen to its lowest level in more than 100 years.
But under wartime pressure, the US scaled up its shipbuilding enormously. While the US built just 1.4 million gross tons of merchant cargo-carrying ships from 1933 to 1939, between 1939 and 1945 the US built almost 40 million gross tons (along with several million tons more of naval vessels).1 Over the course of the war, the US built more than 3,600 cargo ships, over 700 tankers, and more than 1,300 naval vessels, including 8 battleships, 128 aircraft carriers, and 352 destroyers.
This enormous shipbuilding output was achieved via a combination of government management and private enterprise. The government funded the construction of the ships and shipyards, decided on many of the construction strategies, and closely monitored progress, intervening as necessary when shipyards seemed to be falling behind. But it was private companies, some of which had never built ships before, that actually built the yards and ships, and worked tirelessly to increase efficiencies, drive down construction times, and produce enough ships to win the war.
US wartime shipbuilding
US shipbuilding during WWII took place as two parallel efforts. One effort was the construction of military vessels — battleships, destroyers, submarines, etc. — under the auspices of the Navy. Military vessels were built with some of the most advanced ship technology then available, including radar, sonar, computers, and oil-fired steam turbines, but they were largely built using conventional ship construction techniques: riveted together piece by piece on a long sloped surface called a shipway, then slid into the water upon completion.
The other shipbuilding effort was the construction of transport ships — cargo ships, tankers, etc. — built under the auspices of the US Maritime Commission. These ships were often less advanced in terms of technological capabilities, but they were built using novel construction techniques, including welding and prefabrication, that allowed them to be produced at unprecedented speed. Because most ships during the war (whether measured by number of ships or by total tonnage) were built by the Maritime Commission, that’s what I’ll focus on here.2
The US Maritime Commission was formed in 1936 as a New Deal agency to help revive US shipbuilding.3 Its goal was “the creation of an adequate and well-balanced merchant fleet… readily and quickly convertible into transport and supply vessels in a time of national emergency.” The year after its formation, the commission funded the construction of the largest ocean liner ever built in the US, the SS America, and contracted with several shipbuilders to build a series of commission-designed “standard” cargo ships. This cargo ship building program, known as the “long range program," aimed to build 500 ships over a period of 10 years.

_anchored_in_San_Francisco_Bay_c1948.jpg){kind=link}
Led by shipbuilding expert Admiral Emory Land4 and his assistant Vice Admiral Howard Vickery, the commission didn’t want to just prop up the struggling US shipbuilding industry with subsidies.5 Its goal was to drive efficiencies by fostering competition and encouraging the adoption of mass-production shipbuilding techniques. For the first series of cargo ships built under the long range program, the commission drove down costs by getting a low bid from a small, nearly defunct shipyard, and then badgering other shipbuilders into accepting similar terms. And the standard cargo ship designs created by the commission made extensive use of welding, a then-novel method of ship construction that greatly reduced the amount of steel required to build a ship.
As the Maritime Commission began its long range program, war was brewing in Europe. Germany annexed the Sudetenland in Czechoslovakia in 1938, and invaded Poland in 1939. When France and the UK declared war on Germany in response, German submarines began to target allied shipping.
As the situation in Europe grew more dire, and UK ship losses mounted, the building program of the Maritime Commission expanded. On top of the 50 ships being built annually by the long range program, the commission agreed to construct 60 ships for Britain in late 1940. The British ships were quickly followed by an “emergency program” of 200 more ships for the US in January 1941. Another 300 ships were added to the emergency program in April, and even more in October. By December, the commission was planning to build 5 million deadweight tons of ships in 1942, and 7 million in 1943.
After Japan attacked Pearl Harbor and the US formally entered the war, shipbuilding targets were raised even higher. The 12 million deadweight ton target of 1942 and 1943 was raised to 14 million, then to 19 million, then to more than 25 million.
Shipyards and the Six Companies
Building this many ships required the efforts of a huge number of shipyards, but most existing shipyards were completely booked building naval vessels. The Maritime Commission was thus forced to build new shipyards.
New shipyard construction began in 1940 following the commission’s agreement to build 60 ships for Britain. As existing shipyards were almost completely full, Admiral Land and his associates searched for other organizations that might be capable of building ships. They were pointed to a consortium of West Coast construction companies known as the Six Companies, whose leadership included industrialists Stephen Bechtel and Henry Kaiser.
The Six Companies had achieved success by rapidly completing some of the largest and most impressive construction projects in the US. In 1936 it completed construction on the Hoover Dam, then the tallest dam in the world, 26 months ahead of schedule. This was followed by completing the Bonneville Dam in 1938 (finished a year ahead of schedule), and the Grand Coulee Dam spillway in 1942 (finished 18 months ahead of schedule). Members of the Six Companies also built the approaches for the Golden Gate Bridge, and the piers for the Bay Bridge.
These and other successes were based around a strategy of figuring out how to move as much material as possible as fast as possible, often by adopting or inventing novel technologies and construction methods, and securing early completion bonuses. Henry Kaiser was an early adopter of heavy earthmoving equipment (he obtained exclusive rights to use the inventions of RG LeTourneau, an entrepreneur who would later supply 75% of the earthmoving equipment used by the Allies during WWII), and Bechtel may have been the first company to use tracked construction equipment like bulldozers. On the Hoover Dam project, a Kaiser engineer designed a railroad and special gravel-mining equipment to move gravel eight miles to the dam construction site, and the company used truck mounted “drilling jumbos” to simultaneously drill many holes at once far faster than could be done by hand. Both Kaiser and Bechtel were also early adopters of arc welding, and used it in lieu of riveting to rapidly complete large pipeline projects.
Kaiser and Bechtel also achieved speed by fostering competition within their operations. On the Grand Coulee Dam, Kaiser’s lieutenants split the work in two, and two teams competed to see who could complete their half of the spillway first. On the Bay Bridge, Kaiser and Bechtel-led teams competed to see who could drive the deeper pier. This mastery of rapidly moving large volumes of material, achieved by way of novel production methods and a competitive spirit, would later become critical during the wartime shipbuilding effort.
Kaiser and Bechtel were always looking for new opportunities, and had learned from experience that government work could be highly lucrative, especially if the projects could be completed ahead of schedule. As the Maritime Commission expanded its building program and the clouds of war darkened over Europe, shipbuilding seemed to offer a prime opportunity. Kaiser and Bechtel knew that the commission was unlikely to award any work to a completely inexperienced company, so they decided to partner with an existing shipbuilder, Todd Shipyards, to form the Seattle-based Seattle-Tacoma Shipbuilding Corporation (“Sea-Tac”). In 1939 Sea-Tac won a Maritime Commission contract to build five ships as something of a trial order to assess their capabilities. The Six Companies proceeded to build a new shipyard in Seattle to fulfill the order, and then closely observed the Todd-managed operations to learn as much about shipbuilding as possible.
In 1940, thanks in part to wheedling by Bechtel, the initial Maritime Commission order was followed by a much larger order: given the lack of space at existing shipyards, Todd and the Six Companies would build the 60 ships the commission agreed to build for Britain. 30 ships would be built at a new Todd-owned yard in Portland, Maine, and 30 at a not-yet constructed shipyard in Richmond, California. Henry Kaiser began construction of the Richmond shipyard in late December 1940 (according to some reports, work started just 10 hours after signing the contract), and 78 days later it was laying down its first keel.
In addition to the sites in Maine and Richmond, the Maritime Commission funded the construction of seven other new shipyards, spread across the East, West, and Gulf coasts. Five of these (Los Angeles, Richmond, Houston, Oregon, and Maine) would be operated by members of the Todd-Six Companies shipbuilding group.
As the shipbuilding program expanded throughout the war, the emergency yards were enlarged and extended. Henry Kaiser (who parted ways with Todd in 1942) would ultimately operate seven shipyards (three in Oregon and four in Richmond), and Bechtel and associates would operate two (Calship at Los Angeles and Marinship near San Francisco.) Kaiser-operated yards would ultimately produce nearly 1,500 ships, 27% of all the tonnage built by the Maritime Commission during the war.

The Liberty Ship
When the British visited the US in the summer of 1940 to secure a shipbuilding contract, the main criteria was that the ships be built quickly. At the time the UK was losing dozens of ships a month to German submarines, and without a merchant fleet, mounting an effective resistance to Germany would be impossible. Winston Churchill later stated that “the only thing that ever really frightened me during the war was the U-boat peril.”
It quickly became clear that building fast, modern ships was out of the question. Fast ships required steam turbine engines, but turbines were in short supply and entirely allocated to naval vessels. Instead of a new, modern design, the British ships would be based on the design for a British tramp steamer, probably the Empire Wind, which used an outdated but easily obtainable triple expansion reciprocating steam engine. The design was modified by naval architecture firm Gibbs and Cox for American shipyards6 (which included changing riveting to welding), creating what became known as Ocean-class ships. The first Ocean-class ship, the Ocean Vanguard, began construction in April 1941 in Kaiser’s Richmond shipyard, and launched in October of that year.
As the Maritime Commission expanded its shipbuilding program, it faced similar constraints as the British. The Commission had hoped to build more of its standard C1, C2 and C3 cargo ships, but these ships used turbine engines which weren’t available. Land was reluctant to build significant numbers of slow, outdated ships, but had no real choice, and ultimately the commission decided to use the Ocean-class as the basis for its emergency program, with several modifications (such as rearranging the location of the deckhouse and changing the type of boiler). The resulting ship was designated the EC2 (an “emergency” version of its C2 class ship), but it soon became known as the Liberty Ship. The first Liberty Ship, the SS Patrick Henry, was completed by the Bethlehem Fairfield Shipyard in Baltimore on December 30th, 1941, a few weeks after Japan attacked Pearl Harbor.

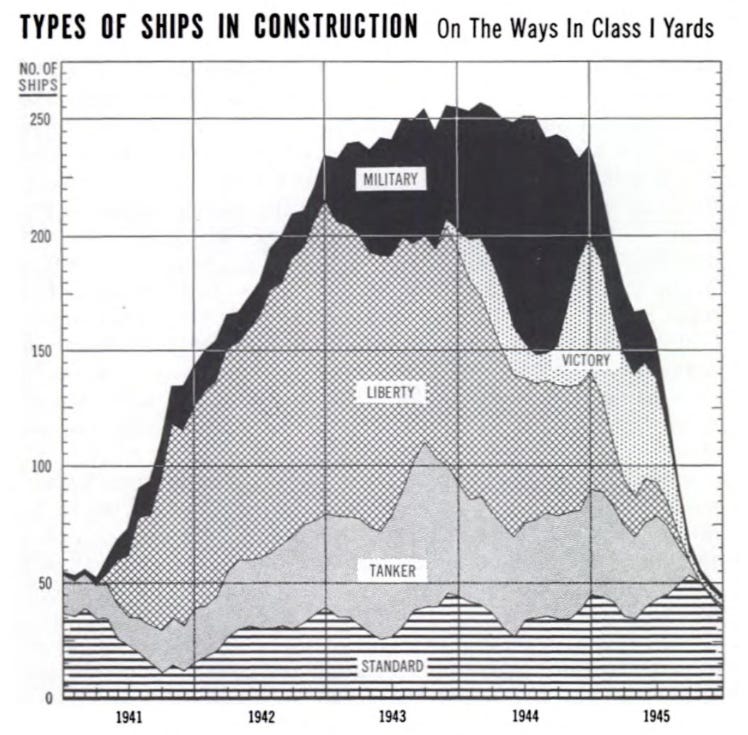
The Liberty Ship is the most famous (and most widely produced) cargo ship built during the war, but it wasn’t the only one. Once turbine engines were available, the Liberty Ship was replaced with the similar but faster turbine-powered Victory Ship, of which 414 were built. To transport large amounts of fuel and oil, the Maritime Commission also built hundreds of T2 and T3 tankers. And in addition to cargo ships, the Maritime Commission also built hundreds of vessels for the navy, including frigates, LSTs, and escort aircraft carriers.
Building ships quickly
When the US entered WWII, most ships were built using methods not much different from those used on the first iron ships built in the late 19th century. Ships were riveted together, piece by piece, on a berth until they were complete enough to be floated, after which the rest of the equipment (including the engines and boilers) would be installed. The entire process took months. The SS Dorrington Court, a ship similar in design to the Liberty Ship but built with conventional methods in Britain, took eight months to complete.
These shipbuilding methods were used in part because shipbuilders were somewhat conservative, and in part because building ships in small numbers, each one unique, couldn’t justify large upfront costs required to create a mass production-style process. But with hundreds of identical ships now being built, and the Maritime Commission encouraging builders to adopt novel, more efficient methods to reduce construction times, the stage was set for a new shipbuilding methodology to emerge.
The process used for building Liberties and other Maritime Commission ships ultimately resembled an assembly line. Large volumes of steel plates and shapes would arrive at a shipyard, where they would be stored until needed. From storage steel would be moved to fabrication, where the plates were cut, bent, and formed into the proper shape. Some of this work was done by hand, but much of it was done by machine tools like presses, drills, and large programmable flame cutters. Different areas of the fabrication shop were outfitted with the tools and equipment to produce different kinds of components — deck plates in one bay, keel plates in another, hatches and brackets in a third — and a fabrication shops would produce more than 1,000 tons of steel components per day.

In addition to components fabricated in the yard itself, a yard would also store and manage the thousands of other components needed to produce a ship — engines, pipes, valves, screws, bolts, wiring — produced by manufacturers around the country.7

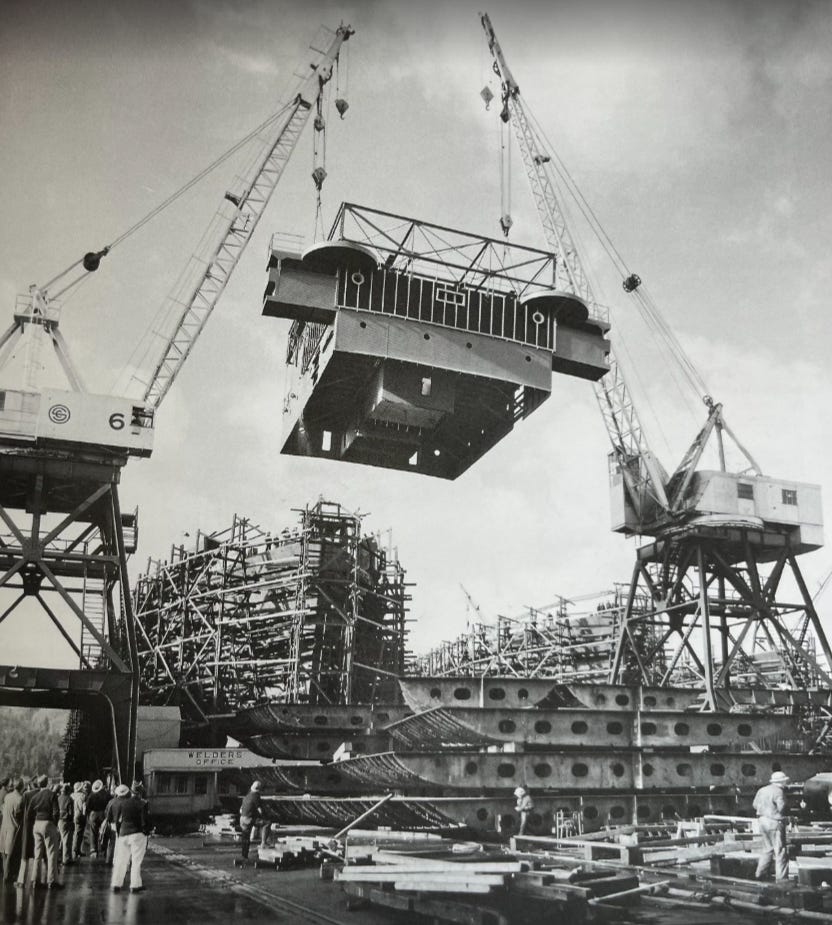
From the fabrication shop, components would move to assembly, where they would be welded together into large, prefabricated “blocks” that could weigh 50 tons or more. These blocks would then be moved to the shipways, and attached together to form the structure of the ship. Once the structure was complete, the ship would be slid into the water, and another ship would begin construction on the shipway. The launched ship would then spend several weeks being “outfitted," which included things like completing interior carpentry, installing wiring, insulating pipes, installing cargo booms, and so on.
This process had several advantages compared to the previous, piece-by-piece methods of ship construction. Because so much of the work was done off the shipway on prefabricated blocks, it effectively allowed more workers to work on the ship at once. Yards that heavily used preassembly could have more than 2,400 workers building the ship simultaneously, while yards that only made limited use of it were limited to 700. Preassembly also moved work that had been done in the cramped interior of the ship into specialized assembly areas, which made it far easier to perform. Welding, for instance, was much easier to do downhand (with the workpiece below the welder) than vertically or overhead, and preassembly allowed for much more downhand welding. Welders working in preassembly shops (doing mostly downhand welding) produced on average twice as much welding per day as one working in the shipways. Preassembly also allowed more extensive use of jigs, fixtures, and other labor-saving devices, and generally made it easier to arrange and schedule the work so it could be done in whichever way was most efficient.

Welding was the key technology that made this method of shipbuilding possible: each Liberty Ship required nearly 50 miles of welding. Welding could be done much faster than riveting, and in some cases could be done automatically by machines which were even faster. And welders could be trained quickly: a complete novice could be trained to be a productive welder doing the simplest tasks in little more than a week. Because riveting required steel plates to overlap while welding didn’t, welding also saved steel, important at a time when steel was in extremely short supply.
Welding wasn’t completely novel in shipbuilding at the start of the war — the Maritime Commission’s standard cargo ships designed before the war used welded construction, and welding had also been used on Germany’s “pocket” battleships in the 1930s to reduce weight and thus get more firepower within Treaty of Versailles weight limits. But never before had welding been used in ship construction so extensively. And while existing shipbuilders were often reluctant to adopt welding, Kaiser and Bechtel had accumulated extensive experience with welded construction from building oil pipelines.
(Shipbuilders weren’t unreasonable to be concerned about widely adopting a still novel ship fabrication technology. During the war welded ships were dogged by the occasional catastrophic failure, where ships would completely crack in two. Changes were made to the welding and inspection process to try and avoid these failures, which were eventually determined to stem from poor quality steel and the fact that welds allowed cracks in steel to propagate across joints).
While prefabrication was adopted by nearly every Maritime Commission shipyard, the Kaiser shipyards in Richmond pushed it especially far. There Kaiser was able to build one giant prefab plant that served two adjoining shipyards, and use it to fabricate truly enormous blocks, including entire deckhouses. Arthur Herman describes deckhouse fabrication in Freedom’s Forge:
Plates and structural shapes went from the various suppliers direct to the warehouse, and then to the prefab center by flatcar or trailer. There three conveyor belts in each bay were set up to handle three deckhouses at a time. The belt was not a belt at all, but a three-foot-high concrete platform, on which were mounted trolley wheels at two-foot intervals—and on the wheels were the enormous mounted jigs carrying the deckhouse and pulled by a two-drum 10-horsepower hoist at the opposite end.
First the decks were laid out, made of thirty-six steel plates, and double-torched and match-marked to fit. Then the plates were set on an “upside down” jig on the conveyor belt, where they were welded together by two welding machines and a pack of Lincoln 300-amp welders.
Then came the beams, stiffeners, and other shapes that were welded in place, each cut and bent to shape in large numbers ahead of time and stored in the “angle orchard.” Then bridge cranes lifted each deckhouse and turned it right side up and onto a series of jigs, so that the bulkheads, boat decks, bridge decks, house tops—all cut, shaped, and machined ahead of time and stored in racks—as well as piping, plumbing, heating, and electrical wiring, could be installed, station by station, on the belt.
By the time the deckhouse reached the end of the conveyor belt, it was complete in every detail, including temporary stiffeners and rigging for hoisting each deckhouse into place in the shipway.
WWII wasn’t the first time that prefabrication had been extensively used in ship construction: in the 1930s US shipyards were already gradually adopting more preassembly. And using prefabrication for an emergency shipbuilding program dated back to WWI: in an attempt to build ships quickly during the war, the US government funded the construction of what was then the largest shipyard in the world at Hog Island, near Philadelphia. Hog Island leveraged prefabrication to a greater extent than even Kaiser and the Maritime Commission did. Maritime Commission shipyards fabricated components on-site out of raw steel plate, and thus (like conventional shipyards) were operations that gradually transformed raw materials into a finished ship. But Hog Island was little more than an assembly point for large, prefabricated sections built in factories around the country.
After the war the Hog Island shipyard was dismantled (today the area is part of Philadelphia International Airport), but it greatly informed the Maritime Commission's ship construction strategies. Admiral Land imagined wartime ship construction would operate “similar to the Hog Island production plan," making heavy use of prefabrication. But Hog Island was also a cautionary tale. Having a single point of assembly in a highly industrialized area caused problems of congestion when trying to deliver prefabricated components to the yard. And the Hog Island ships had not only been incredibly expensive (three times the cost of a similar British ship, on average), they had been slow to arrive. The 110 prefabricated ships built at Hog Island took on average more than 225 days to complete, and the first ships weren’t completed until after the war was over. Many of the decisions made by the Maritime Commission, such as the choice to spread ship construction across multiple coasts, were an attempt to avoid the problems of Hog Island.

The prefabricated, assembly-line style methods of Kaiser and the Maritime Commission weren’t truly mass production. While shipbuilding output increased enormously during the war, the number of ships produced by a single shipyard was still very small compared to something like the auto industry. At their peak, all Maritime Commission shipyards combined produced fewer than 2,000 ships a year, whereas a single large car factory could produce that many cars in just over a day.8 And while mass production sought to divide tasks so finely that work required almost no skill at all, the division of labor in wartime shipbuilding was never so extensive, and the process continued to require a great deal of skilled labor and flexible production arrangements. Parts weren’t truly interchangeable (in part due to large tolerances in the shipyard machine tools) and assembly required the skill and attention of skilled shipfitters. Fabrication shops flexibly shifted their operations to produce a variety of different components depending on what was needed, and workers would perform different tasks from day to day depending on what needed to be done.
But while wartime shipbuilding wasn’t true mass production, the new methods pushed shipbuilding in that direction, and made shipbuilding a game of trying to move as much material as possible as quickly as possible. This was a task well suited to men like Kaiser and Bechtel, who had made rapidly moving large volumes of material the cornerstone of their success in construction. As noted by Van Sill in his history of WWII construction:
…Contractors were used to assembling huge quantities of heavy materials, hiring and training crews of skilled and unskilled workers, coordinating operations for maximum speed, and improvising new methods when old ones were inadequate. To them, building a ship was simply a matter of building another kind of structure.
Expanding the labor force
Building thousands of ships at newly-built shipyards meant hiring huge numbers of shipyard workers, a task that was made even harder by the fact that existing workers were continuously getting drafted. In the summer of 1940, prior to the British orders and the Maritime Commission emergency program, total American shipyard employment stood at around 168,000, which rose to over 1.5 million at the peak of the war. More than 600,000 of these worked in Maritime Commission shipyards.
Hiring more than a million experienced shipyard workers was out of the question — such a labor force didn’t exist — so shipyards were forced to divide shipbuilding work into dozens of specialized tasks, each of which an inexperienced worker could be trained to do relatively quickly. This strategy was adopted from car manufacturing, which had such a fine division of labor that an unskilled worker could be trained to be productive in as little as two days. Clay Bedford, Henry Kaiser’s subordinate who managed the Richmond shipyards, described his epiphany after visiting a Ford factory:
…I asked the personnel man how long it took to train a man to take the position of one of the men on the assembly line. He said that ordinarily it takes two days, after which the new man is watched for a day or two to see that he understands his problem.
I went away from there quite amazed… If it were only possible to train the new people that we have in two days, wouldn’t that be grand. So we attempted to set up a specialization program on the same basis, so that when making any certain section like a fore peak or welding in the pipes or doing any one of the single simple chores that are to be done on the ship, then that job was to be done by the same crew every day.
Maritime Commission shipyards typically began their operations with a nucleus of experienced shipbuilders, and then grew their operations around them. Early on, yards would try to hire folks with experience somewhat related to shipbuilding, such as plumbers or carpenters, but they were soon hiring thousands of unskilled workers, including thousands of women. Some workers were trained to do tasks like welding on-site at shipyard educational programs (known as “vestibule schools”), but hundreds of thousands were also trained at public schools in government-sponsored training programs. Training programs emphasized getting a worker competent enough that they could be put on the job, then following up with more training as needed. The Maritime Commission didn’t organize any training programs directly, but it pressured the shipyard to have programs with minimal acceptable standards by threatening to withhold pay from workers if they weren’t trained sufficiently well to match their job title.
Rapid training was necessary because shipyards had enormous amounts of turnover. In some cases shipyards were losing 10% or more of their workers every month, a higher rate of departure than any other major wartime industry. Some of this turnover was from workers moving to other shipyards to get better pay or more desirable hours, but often it was because of the miserable working conditions of the yards. Shipyards were incredibly dangerous. Workers were so likely to have their vision damaged from the flash of the weld that it became known as “shipyard eye," and they also risked respiratory injuries from inhaling welding fumes. Workers could fall from great heights or be crushed by shifting steel in the storage yards. Over 700 workers died in US shipyards in 1943.
Beyond the dangers, workers often had trouble coping with the “strenuous, dirty labor of a noisy shipyard.” One woman who wrote about her experiences as a wartime welder described the unbelievable noise of the shipyard:
There is nothing in the training to prepare you for the excruciating noise you get down in the ship. Any who were not heart and soul determined to stick it out would fade out right away. Any whose nerves were too sensitive couldn’t take it, and I really mean couldn’t. There are times when those chippers get going and two shipfitters on opposite sides of a metal wall swing tremendous sledge-hammers simultaneously and you wonder if your ears can stand it. Sometimes the din will seem to swell and engulf you like a treacherous wave in surf-bathing and you feel as if you were going under. Once I thought to myself, “If this keeps on, I wonder—” It makes you want to scream wildly. And then it struck me funny to realize a scream couldn’t even be heard! So I screamed, loud and lustily, and couldn’t even hear myself.
Life was also difficult for shipyard workers outside the yards. During the war, hundreds of thousands of workers poured into what were previously small coastal towns. Panama City, Florida grew from 20,000 to 60,000 in three years. Richmond, California grew from 23,000 to 123,000. Mobile, Alabama grew from 115,000 to 201,000. It was difficult for cities to keep up with such rapid growth, and there were acute shortages of housing, government services, and basic amenities. In Pascagoula, a town in Mississippi which grew from 4,000 to 30,000, many workers were crowded into tiny “efficiency” apartments built in areas without proper sewage or paved roads. Garbage covered the streets, and the town became “overrun” with rats. In Mobile, workers were forced to live in cars, tents, trailers, park benches, or share rooms with up to six other workers. In his history of Maritime Commission shipbuilding, Frederic Lane notes:
The city was so short of water that housewives kept their taps open all day to capture the trickle. Sewers were desperately needed. There was only one doctor for every 3,000 persons, and there was a shortage of hospital beds.
As part of its efforts to meet aggressive shipbuilding targets and overcome the enormous amount of turnover, the Maritime Commission worked to improve community conditions around the shipyards. Anticipating a rubber shortage, the commission bought buses to provide transportation services to the yards from the surrounding community (though most workers continued to use their own cars). It also built schools, police stations, and thousands of apartment units, and worked with government housing agencies to build thousands more. But per Frederic Lane, throughout the war poor conditions continued to result in “quits, absenteeism, and even in strikes.”
Riding the learning curve
The repetitive nature of the Maritime Commission’s shipbuilding program made it ripe for learning curve improvements (reductions in cost or increases in efficiency that occur as production volume increases). Shipyards found numerous ways to build ships more efficiently, many of which involved improving and expanding the preassembly process. Processes were modified to install an increasingly large fraction of parts and components on the prefabricated blocks, reducing how much outfitting work needed to be done after the ship launched and cutting outfitting times by 80% or more in some yards. Larger cranes were installed, which allowed for larger preassembly blocks, and shipyards acquired more storage space to make room for them. Yards installed ramps to give trucks access to ships under construction, freeing up valuable gantry crane capacity and allowing blocks to be more rapidly installed.
In addition to improving preassembly, the entire ship construction process was streamlined. Fabrication processes were redesigned to take greater advantage of automatic welding machines (which could weld more than twice as fast as a human welder). Ship designs were changed to reduce the number of different parts and components required. As yards expanded over the course of the war, they adopted improved layouts that allowed material to more efficiently flow through them, and to allow different areas of the yard to specialize on different types of components.

Many of the improvements adopted by shipyards were suggested by the workers themselves. Workers invented new, better tools, improved the ones they had, and built better yard infrastructure. In many cases, such as that of the “jack-backer” invented by a Richmond shipyard worker, the savings were substantial:
Garrie Thompson, an assembly worker at Richmond Yard 2, invented a tool, the “jack-backer,” which allowed a single shipfitter to draw two plates together for welding. When used to fair two thick deck plates for machine welding, the device, akin to a cast-iron femur with a giant bolt down its axis, eliminated the 1,200 disposable “clips” that customarily held deck plates for welding, saving thousands of pounds of steel and cutting 5,000 man hours per ship.
Another Richmond worker came up with a method to more quickly install Liberty Ship engines:
…A Richmond worker devised a “Little Prefab” plant in which crews prefabricated and assembled the precision-cut plates which formed the foundation to Liberty ship steam engines, trimming the time needed for final installation by almost 90%.
Altogether, the Maritime Commission received more than 3,000 improvement suggestions during the war, which collectively saved $45 million (~$800 million in 2025 dollars) and 31 million labor hours.
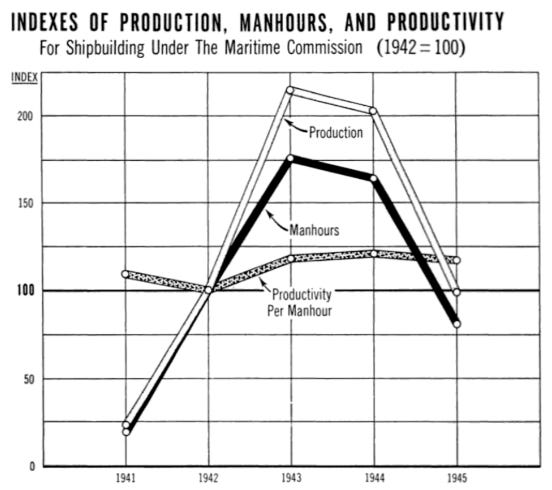
Thanks to these improvements, the time and effort required to build a ship steadily fell. At the beginning of 1942 it took on average nearly 250 days and 1.1 million labor hours to build a Liberty Ship. By the end of 1943 that had fallen to less than 50 days, and around 0.5 million labor hours. In the most productive Kaiser shipyards, it approached 0.3 million labor hours. Other types of ships saw similar improvements.
(Learning curves are susceptible to “resets," a jump in hours or cost when there’s a substantial change to the production process. The WWII shipyards were no exception. A dip in efficiency occurred when yards switched from building Liberty Ships to Victory Ships, and in general the broad swath of different ships produced by Maritime Commission yards meant that while Liberty Ship production improved significantly, overall wartime efficiency improvement was much less).
Shipbuilding process improvements originated in the shipyards, but the nationwide improvement in shipbuilding efficiency wouldn’t have been possible without the careful shepherding of the Maritime Commission. The commission scheduled which ships would be built where, tracked construction progress, and figured out where materials would be needed when. To prevent shortages from slowing down production, the commission worked to expedite orders and secure materials and components that were in short supply, like piping and steel. And it closely monitored individual shipyards, inspecting their work and helping them devise new production methods.
The commission also worked to ensure improvements adopted at one yard would be spread to other yards. The commission adopted a strategy of setting ambitious delivery targets, letting individual shipyards determine how best to achieve them, and then spreading the most successful ideas to other shipyards. The commission worked to help novice shipbuilders learn the basics from more experienced yards, and sponsored trips to let shipbuilders visit each other's yards. Improvement suggestions were pooled by the Maritime Commission and widely distributed. In his doctoral thesis on US wartime shipbuilding, Chris Tassava notes that over the course of the war, the commission “became extraordinarily adept at channeling the cascade of information which flowed from its own divisions, other mobilization agencies, the bevy of big and small contractors, and non-governmental industry bodies”:
In particular, the commission carefully exposed its contractors to each other by prying open the black boxes of company structure, decision-making, and process technology. In this role, the Maritime Commission functioned much like a trade association, cartel, or patent pool, all institutional mechanisms designed to ease the processes of getting and using information.
The commission acted like a trade association in its role as a distributor of information, but it was also the customer (and owner) of these shipyards, and it was a demanding one. The commission’s shipbuilding contracts rewarded yards for completing work ahead of schedule, and penalized them for falling behind. In extreme cases, the commission would replace a shipyard’s management if the existing team wasn’t meeting expectations. A Rhode Island shipyard operated by Rheem Manufacturing, for instance, was handed over to Henry Kaiser in 1943 when Rheem struggled to manage it.
The commission also deliberately pitted different shipyards against each other in competition. Admiral Vickery became infamous for constantly needling shipyards to match other’s efforts. Early in 1942, Vickery convinced Henry Kaiser to accept a new, accelerated contract for Liberty Ships, in part because Kaiser’s yards were among the fastest, and in part to goad the older shipbuilders into improving their efforts. When Kaiser’s Oregon yard set a new record for rapid construction, Vickery called up the head of another yard operated by a pre-war shipbuilder and complained: “You haven’t matched that, and you’re supposed to be a shipbuilder!” At one point when a new shipyard came online, Vickery told an existing shipyard of similar size“I consider you in competition," and he would continually update each yard on where they stood in the race. Vickery had a habit of visiting yards, touring them, then confronting the owner with the numerous mistakes and inefficiencies he observed, and ways that other yards were performing much better. Frederic Lane notes that, “By such methods of getting under their skins, he drew out of various managements the extra efforts on which the success of the whole program depended.”
This constant needling and goading was supplemented by efficiency ratings given to each yard, based on how rapidly contracts were completed, how many ships were built per each shipway, and how many hours were used per ship. Efficiency ratings were updated monthly, and yards competed to have the best rankings (which were regularly topped by Henry Kaiser’s yards). Shipyards that received high ratings on various efficiency metrics received the Maritime Commission’s “M” award (derived from the similar “E” award given by the Navy to their best contractors), and earned the right to fly an “M” pennant in the yard and have workers wear “Labor Merit Award” pins.

The Maritime Commission wasn’t the only player stoking competition to try and squeeze out more shipbuilding effort. Henry Kaiser’s two chief lieutenants, son Edgar Kaiser (who managed the Oregon yards) and Clay Bedford (who managed the Richmond yards) competed fiercely to see who could complete a ship more quickly. In August of 1942, Oregon broke records by launching a Liberty Ship in just 23 days. Bedford’s Richmond yards responded by launching one in just 21 days, which drove Oregon to complete one in just 13 days. Not to be outdone, the Richmond yards shot back by completing a Liberty Ship in just 7 days. The Maritime Commission eventually put an end to these “stunt ship” demonstrations as not being productive (it took a lot of special attention and coordination to achieve these one-off build times), but not to the spirit of competition which infused the entire shipbuilding program.
How good was US wartime shipbuilding?
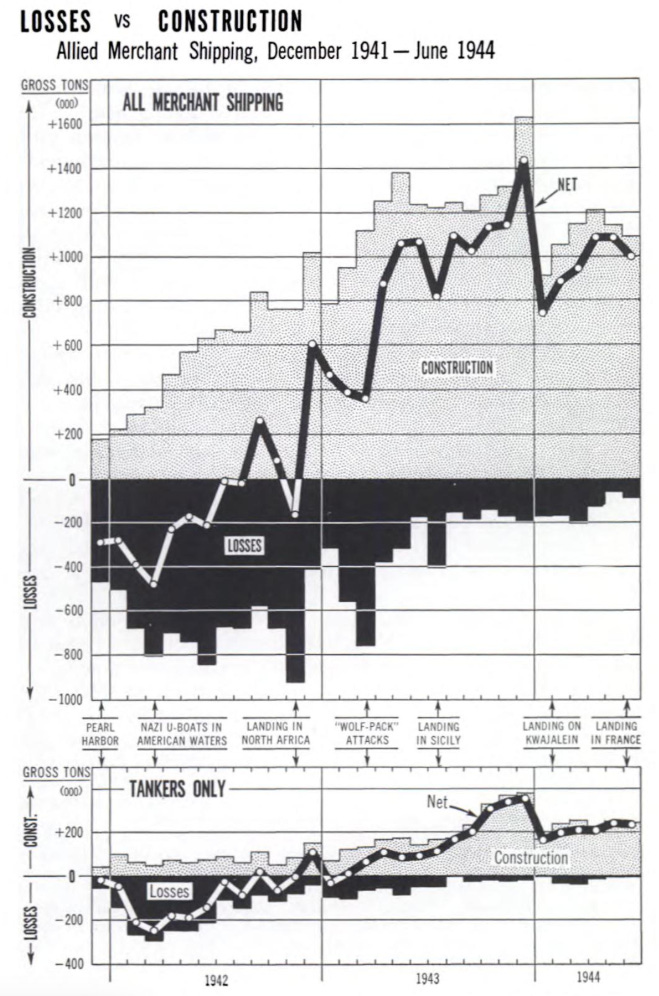
The result of the Maritime Commission’s shipbuilding program was a flood of ships like nothing the world had ever seen. At the peak of the war, the US was delivering nearly 800,000 tons of ship per month, about 70 times as high as its average rate of merchant shipbuilding during the 1930s. For a brief moment during the war, the US was responsible for nearly 90% of worldwide shipbuilding.

This huge wave of ships allowed the US to overwhelm Germany’s submarines, literally building ships faster than they could be sunk.
While this is an impressive record of output, we should keep it in context. Liberty Ship production was exceptionally fast, but not necessarily exceptionally efficient. It achieved low time per ship, but not necessarily low resources per ship. Indeed, in many ways efficiency was deliberately sacrificed for speed: yards ran three shifts when two would have required fewer labor-hours per ton of ship, and the Maritime Commission spread its work around the country to build ships as quickly as possible, rather than producing them all in the most efficient yards.
And while measures like labor hours per ship showed impressive declines, a major reason they could fall so steeply was because the early ships were built so inefficiently. The 1.1 million hours it took to build the first Liberty Ships was far more than it took to build a similar ship in British yards. At the height of the war, even the best Maritime Commission shipyards were only matching average British shipyard productivity. Via “Britain’s War Machine”:
In 1942 British yards needed an average of 336,000 person-hours to build a Liberty-type ship, while US-built Liberties at first needed 1.1 million person-hours, falling later to a minimum of 486,000. Only the most successful US yards ‘approached and occasionally overtook the British average after producing a hundred or more similar ships.’
And the Liberty Ship was the pinnacle of US wartime shipbuilding productivity. Other ships, built in fewer numbers and thus with fewer benefits from repetitive construction, were built less efficiently. The successor to the Liberty Ship, the Victory Ship, took on average 15% more labor hours per ton to complete, in part because yards saw significant productivity declines when they switched to building the new type. And on more complicated ships, such as naval vessels, the Maritime Commission shipbuilding machine often struggled. Kaiser’s shipyards successfully built 50 small escort aircraft carriers, but had great difficulties in building more complicated frigates. Because efficiency gains in types of ships other than Liberty were much smaller, overall Maritime Commission program productivity increased only slightly over the course of the war.
And while construction companies like Kaiser’s were well-suited for the task of rapidly deploying large amounts of material, even by this metric commission shipyard’s performance left something to be desired. Shipyards accumulated huge inventories of steel, equivalent to months of supply, as material wound its way from storage, through fabrication, and on to the ship itself. While these inventories were lower than in conventional shipbuilding, and improved over time, ships could have been delivered even faster and earlier had this inventory been better managed. (Modern Lean production methods place great emphasis on minimizing the amount of inventories and work in process, and some factories will operate with just hours of inventory.)
Ultimately, US wartime shipbuilding ultimately shows how hard it is to overcome the problem of unproductive shipbuilding. The Maritime Commission did whatever it took to build the ships it needed. It poured enormous amounts of money into new, better designed shipyards. It funded both conventional shipbuilders and motivated outsides, and took the best methods from whoever could produce results. It broke with the past and adopted novel, often risky construction methods. It took advantage of the benefits from repetitive construction and standardization, and encouraged deliberate improvement.
But all this was only sufficient to let the US briefly match the most productive international shipbuilders in terms of man hours (and likely not match in terms of costs, given high US wages). And this matching was only achieved when the stars perfectly aligned and long series production of very simple ships was possible. Outside of those conditions, the US remained an internationally uncompetitive shipbuilder. The end of the war didn’t create a golden age of US shipbuilding as wartime shipbuilding methods were adopted for the commercial market. Instead the yards were closed down and sold off for pennies on the dollar, and the US quickly returned to producing a small fraction of commercial oceangoing ships.
WWII shows what an urgent, emergency shipbuilding program is capable of accomplishing, but it also shows the limits of such a program.
Unfortunately, ship units are incredibly confusing. Capacity is measured in tons, but “tons” can mean deadweight tons, displacement tons, or gross tons. Deadweight tons is the weight of the load that the ship can carry. Displacement tons is the weight of the ship itself. And gross tons isn’t a measure of weight at all, but is a measure of volume (roughly 100 cubic feet of space).
These weren’t completely separate, distinct efforts. Some naval vessels, such as the baby flattop escort aircraft carriers, were built by the Maritime Commission, and many naval vessels made limited use of welding. But it’s useful as a broad characterization
The Maritime Commission was created by the same bill that created the Construction Differential Subsidies, which compensated buyers of US ships up to 50% of the cost of the ship.
A case of reverse nominative determinism.
The commission wasn’t initially led by Land and Vickery. The first chairman was Joseph Kennedy, father of John and Robert Kennedy. (lane 12). Land assumed chairmanship in 1937.
British ships were built by comparatively higher-skilled workers, and much of the necessary information to build the ship was left off the drawings, relying on the British workers to fill in the gaps. When transferring the design to American yards, these omissions all needed to be spelled out.
In addition to funding the construction of new shipyards, the Maritime Commission also funded the construction of many new factories for these components.
In the 1930s the Ford Rouge plant could produce a car every 49 seconds, or 1,763 cars every 24 hours if it operated continuously, which it appears to have done at least sometimes.
Thanks for the great piece. One detail to add: women were able to join this workforce because the federal government created childcare centers associated with the shipyards. See (my wife' article): Susan E. Riley, "Caring for Rosie's Children: Federal Child Care Policies in the World War II Era" https://www.journals.uchicago.edu/doi/abs/10.2307/3235099?journalCode=pol
mentioned briefly were the hazardous worker conditions at the shipyards. Similar conditions at prior Kaiser projects had company chief doctor Garfield convince Henry Kaiser to do something about this: thus was born Kaiser Permanente (named after a creek), the first concept of "health maintenance" (health problem *prevention*) i.e. HMO, and both a hospital system as well as insurance plan, rather than mere worker's compensation insurance which only helps with care *after* a disease or injury. I can't find proof of this, but I believe I read somewhere that being under the same Kaiser umbrella, KP was able to encourage safety programs at the shipyards to help reduce the risks of injury and thus the need for later healthcare.